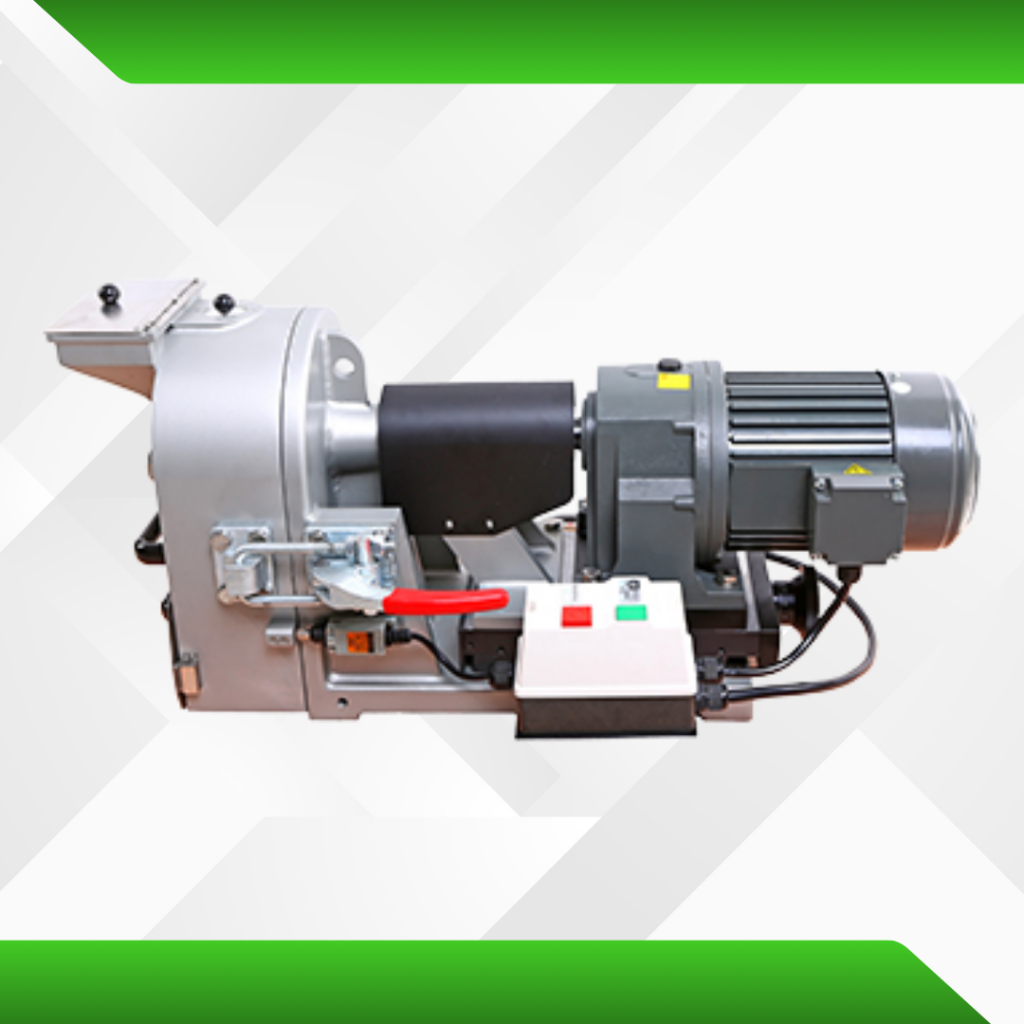



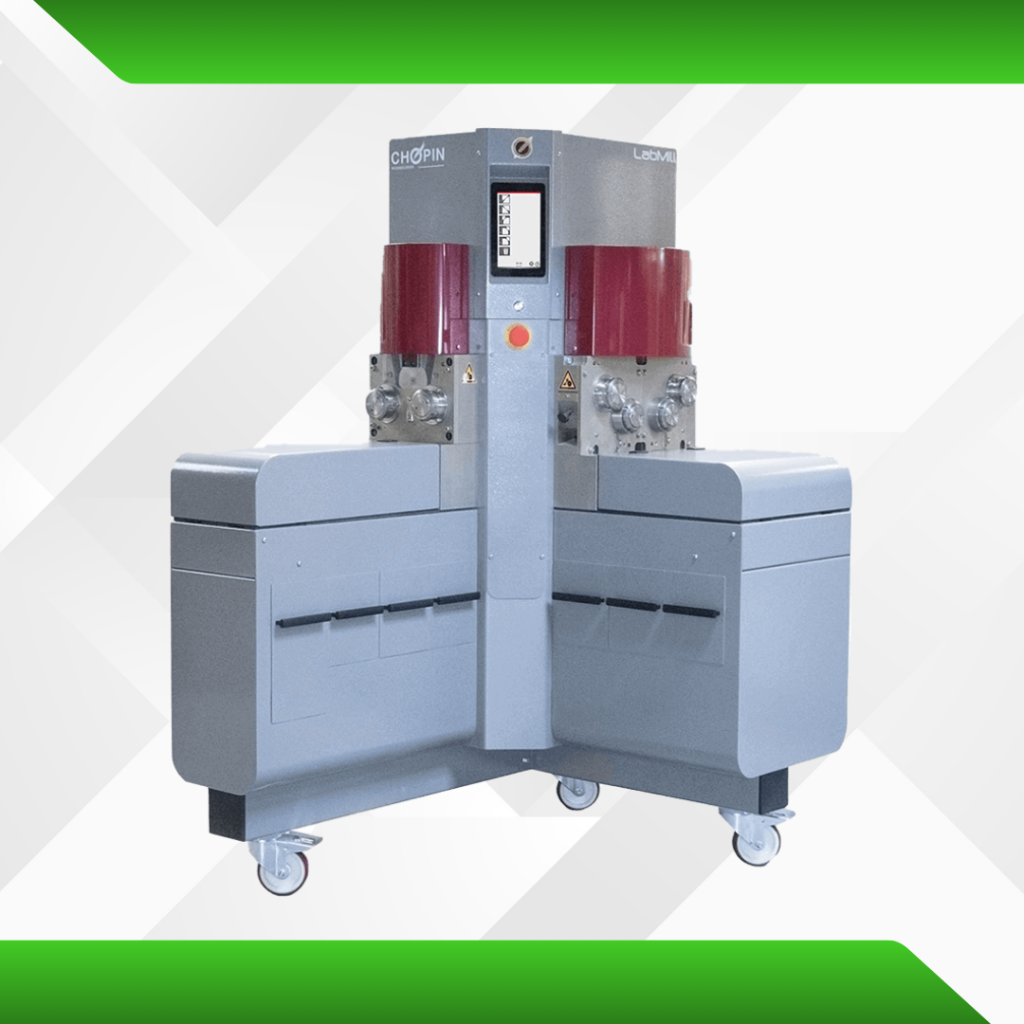










El molino de mandíbulas es un equipo de laboratorio diseñado para la trituración primaria de muestras sólidas, permitiendo reducir rápidamente materiales de gran tamaño mediante compresión entre dos placas de trituración.
El material ingresa a la cámara de trituración donde una mandíbula fija y otra móvil generan un movimiento continuo que produce presión y fractura del material, permitiendo procesar muestras de hasta aproximadamente 110 mm y obtener partículas finales cercanas a 2 mm.